Error de formato de correo electrónico
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Habilidades esenciales del personal de flexión de metal
Factores que afectan el retroceso y las medidas para reducirlo
(1) Propiedades mecánicas de los materiales El tamaño del ángulo de backback es directamente proporcional al punto de rendimiento del material e inversamente proporcional al módulo de elasticidad E. para piezas de chapa con requisitos de alta precisión, para minimizar el rebote, el rebote, el El material debe ser de acero bajo en carbono en la medida de lo posible, en lugar de acero al alto carbono y acero inoxidable.
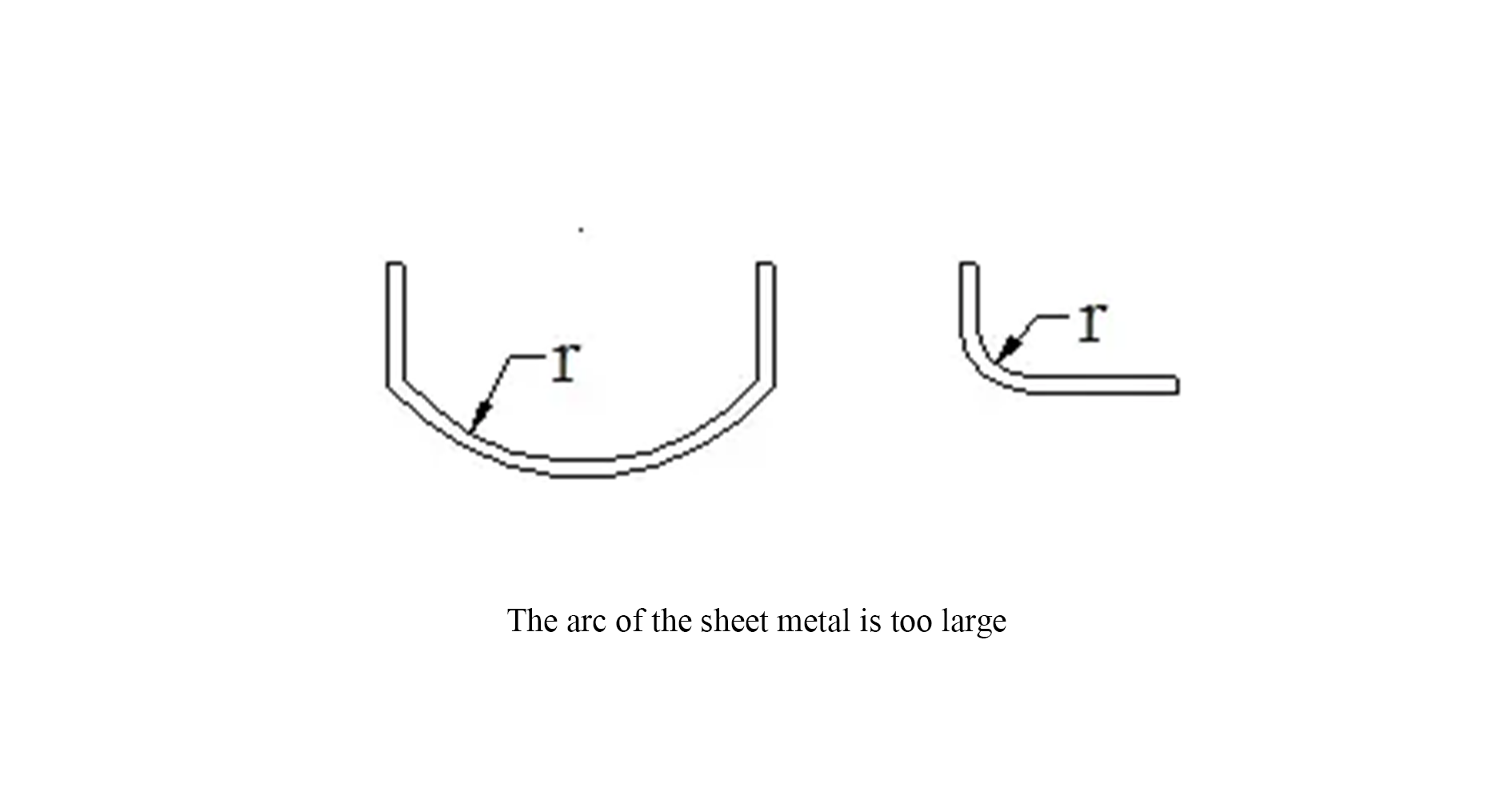
(2) Cuanto más grande sea el radio de flexión relativo R/T, menor es el grado de deformación y mayor es el ángulo de resorte Δα. Este es un concepto más importante, la flexión de chapa de las esquinas redondeadas, en las propiedades del material, debe ser lo más pequeño posible para elegir el radio de flexión, es propicio para mejorar la precisión. Se debe prestar especial atención para evitar diseñar grandes esquinas redondeadas tanto como sea posible, como se muestra en la figura a continuación, las esquinas redondeadas tan grandes son más difíciles para la producción y el control de calidad:
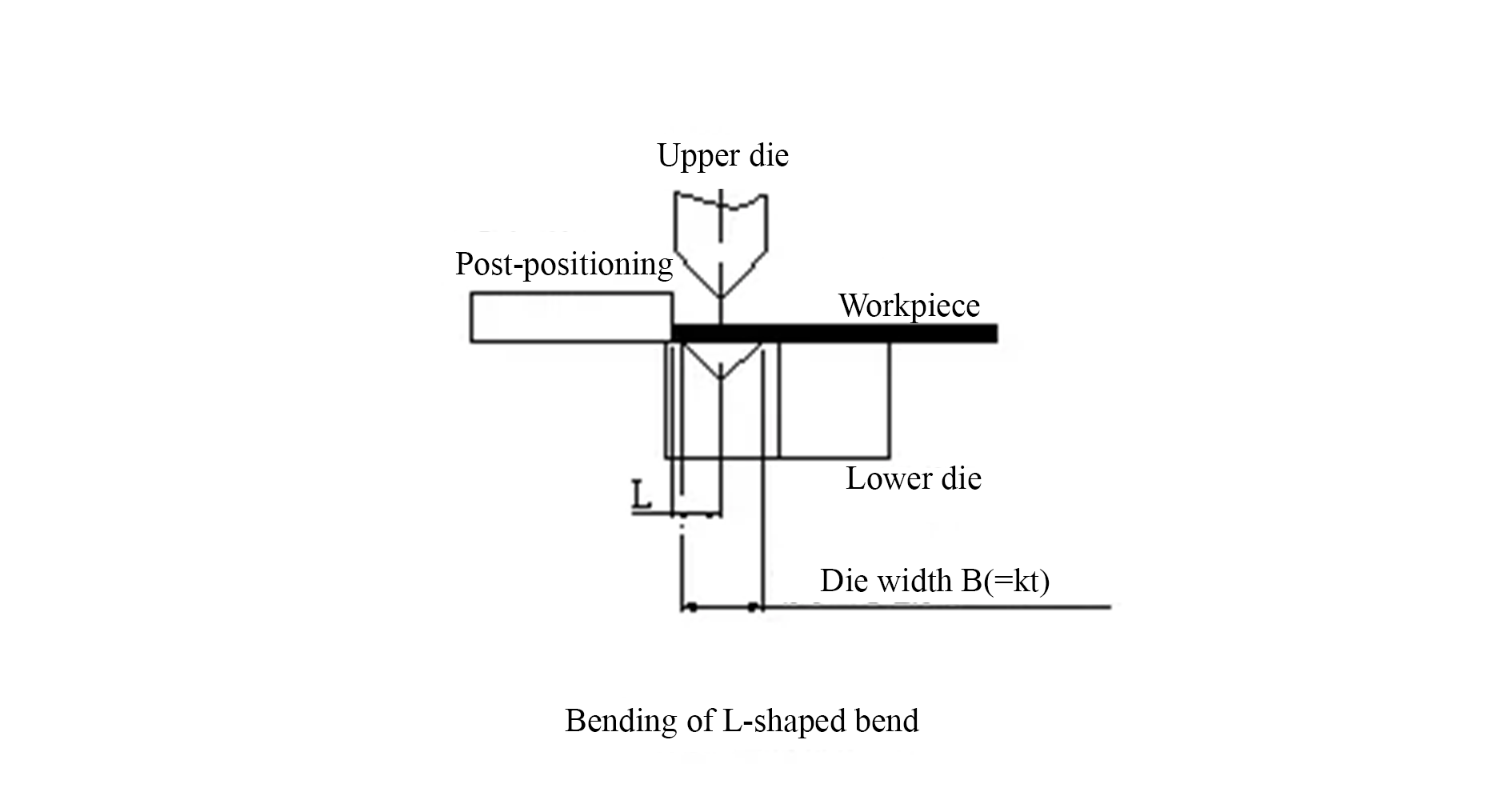
Cálculo del borde de flexión mínimo para una sola flexión
El estado inicial en el momento de la flexión para la flexión en forma de L se muestra en la figura a continuación:
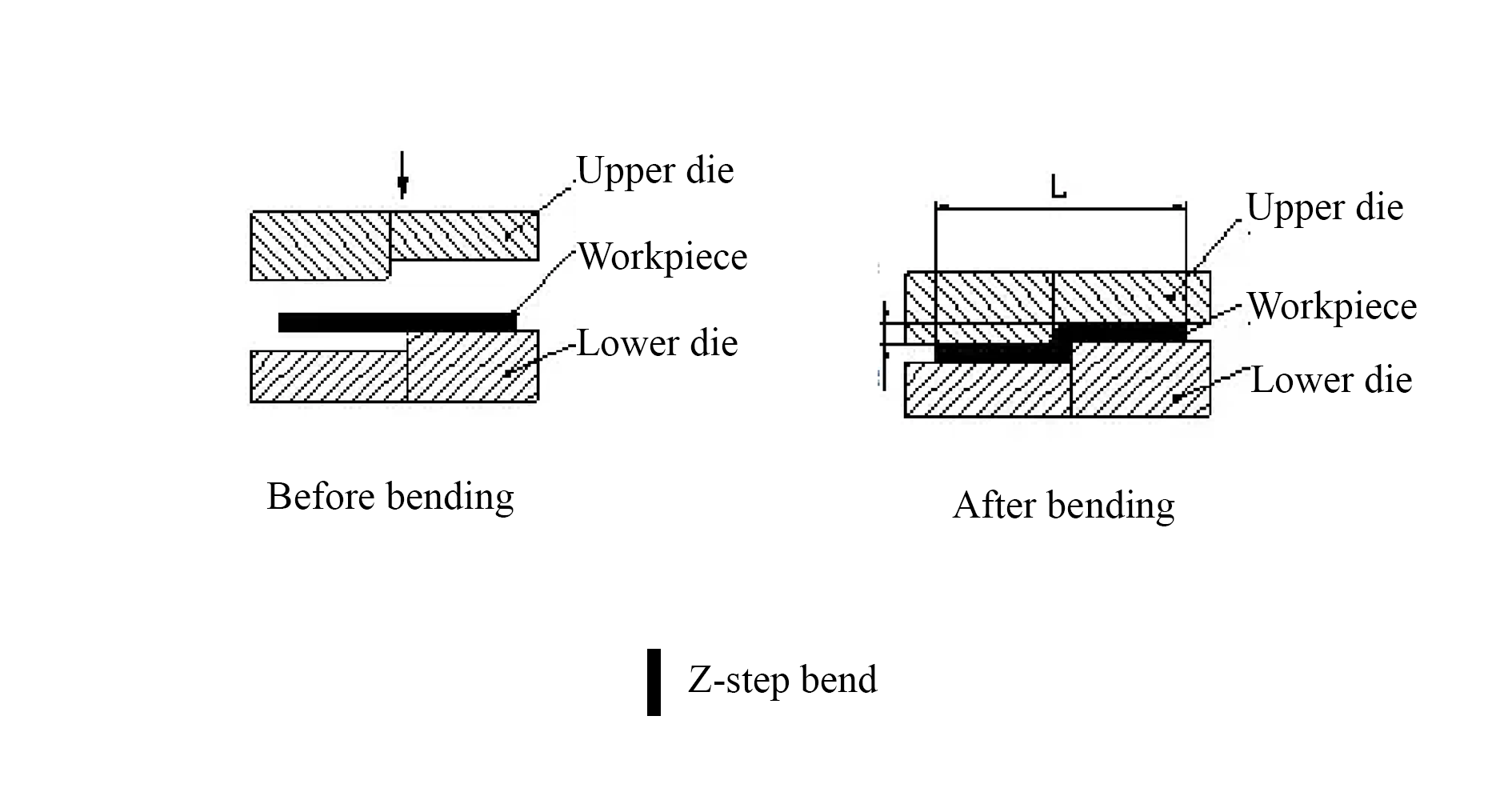
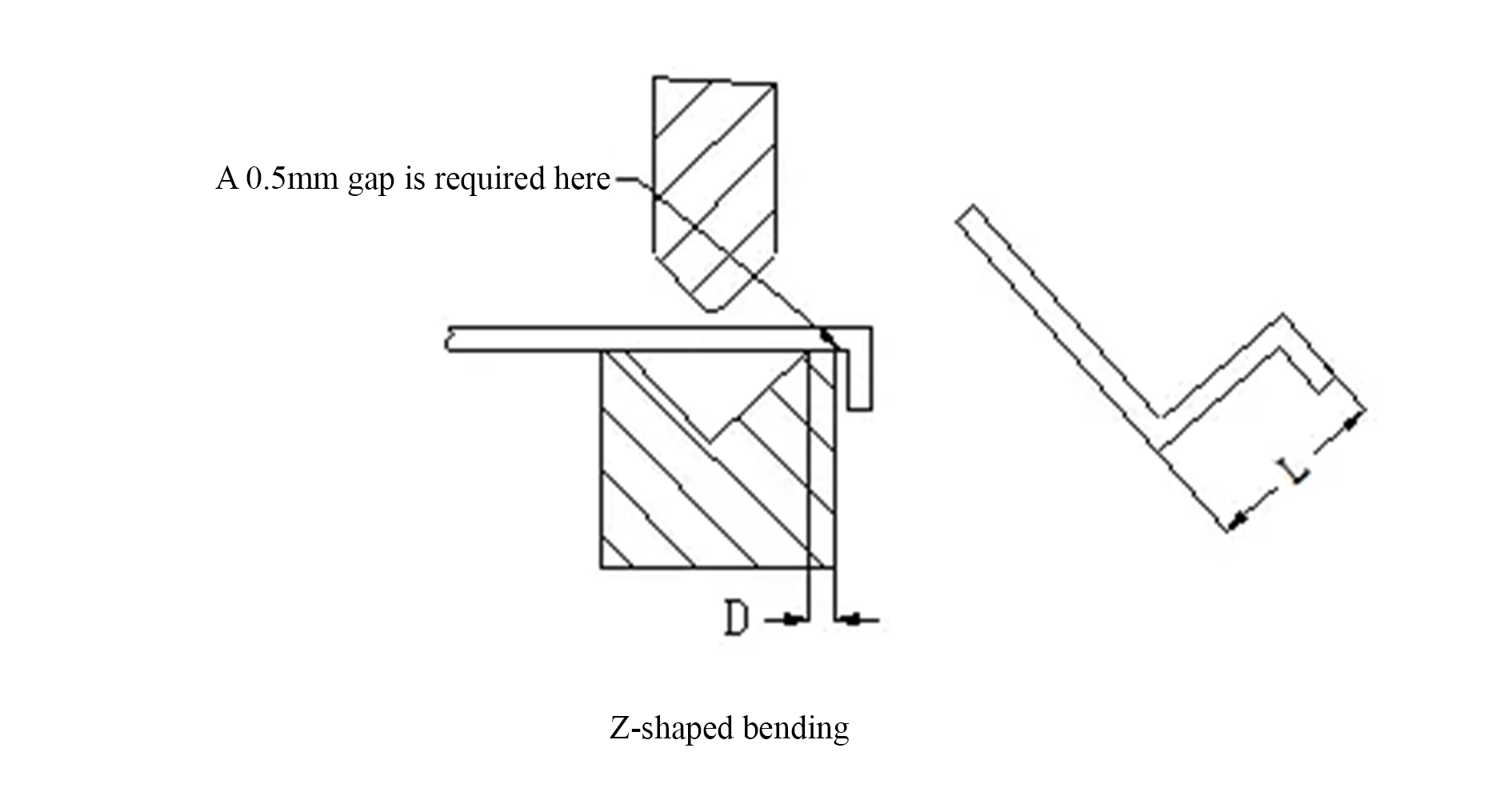
El estado inicial en el momento de la flexión para la flexión Z se muestra en la figura a continuación:
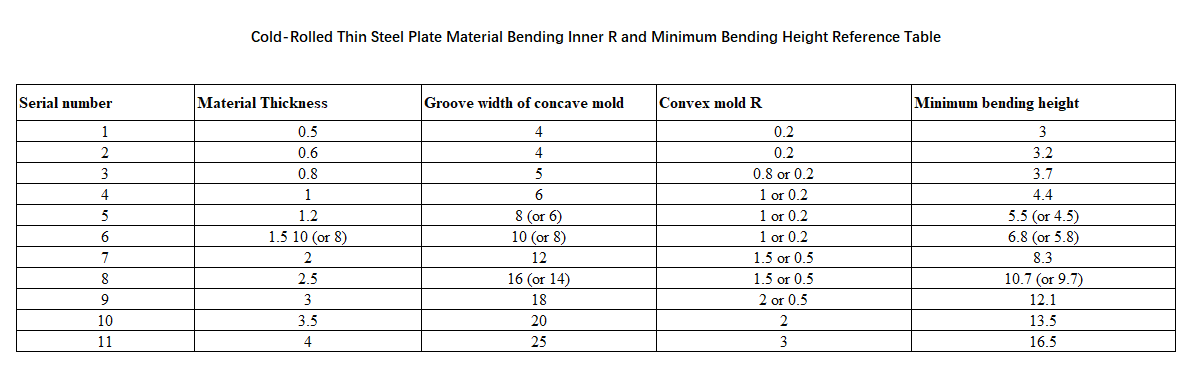
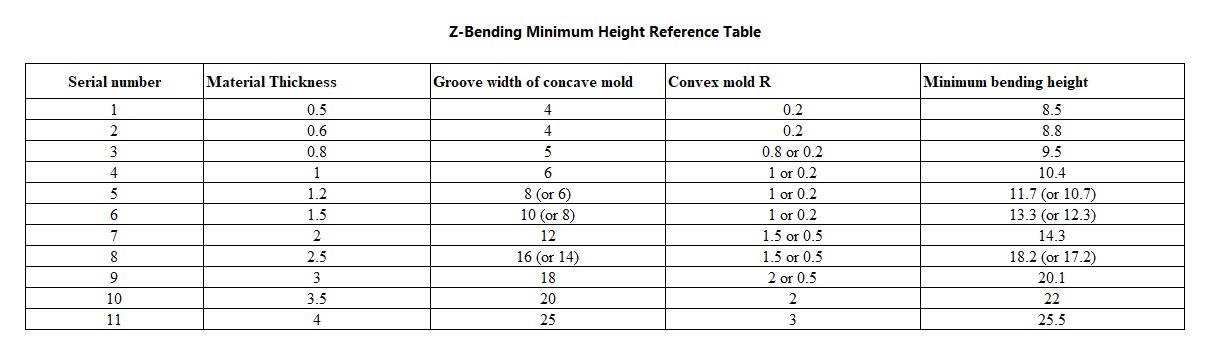
Las dimensiones mínimas de flexión l correspondientes al flexión Z de la chapa con diferentes espesores del material se muestran en la tabla a continuación:
Conclusión
En resumen, el dominio de las técnicas de flexión de chapa es esencial para producir piezas de alta calidad de manera eficiente. Ya sea que utilice el moho para la flexión de los proyectos complejos, de alto volumen o la flexión de la máquina para estructuras más grandes, comprender los principios, seleccionar las herramientas correctas y calcular con precisión las dimensiones son cruciales para el éxito. Al considerar estos factores, los profesionales pueden garantizar resultados precisos y consistentes, adaptándose a las demandas en evolución de la industria.
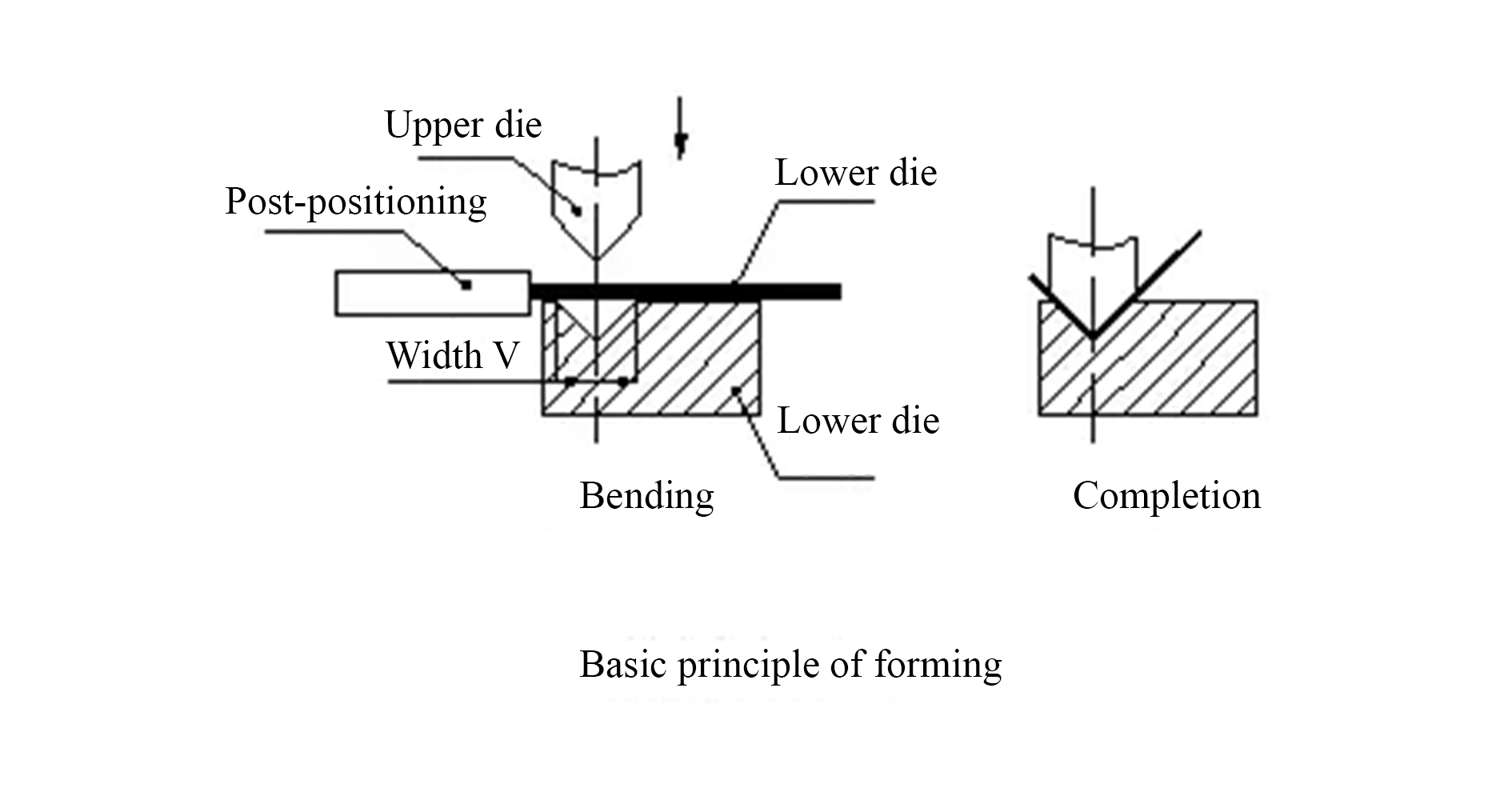
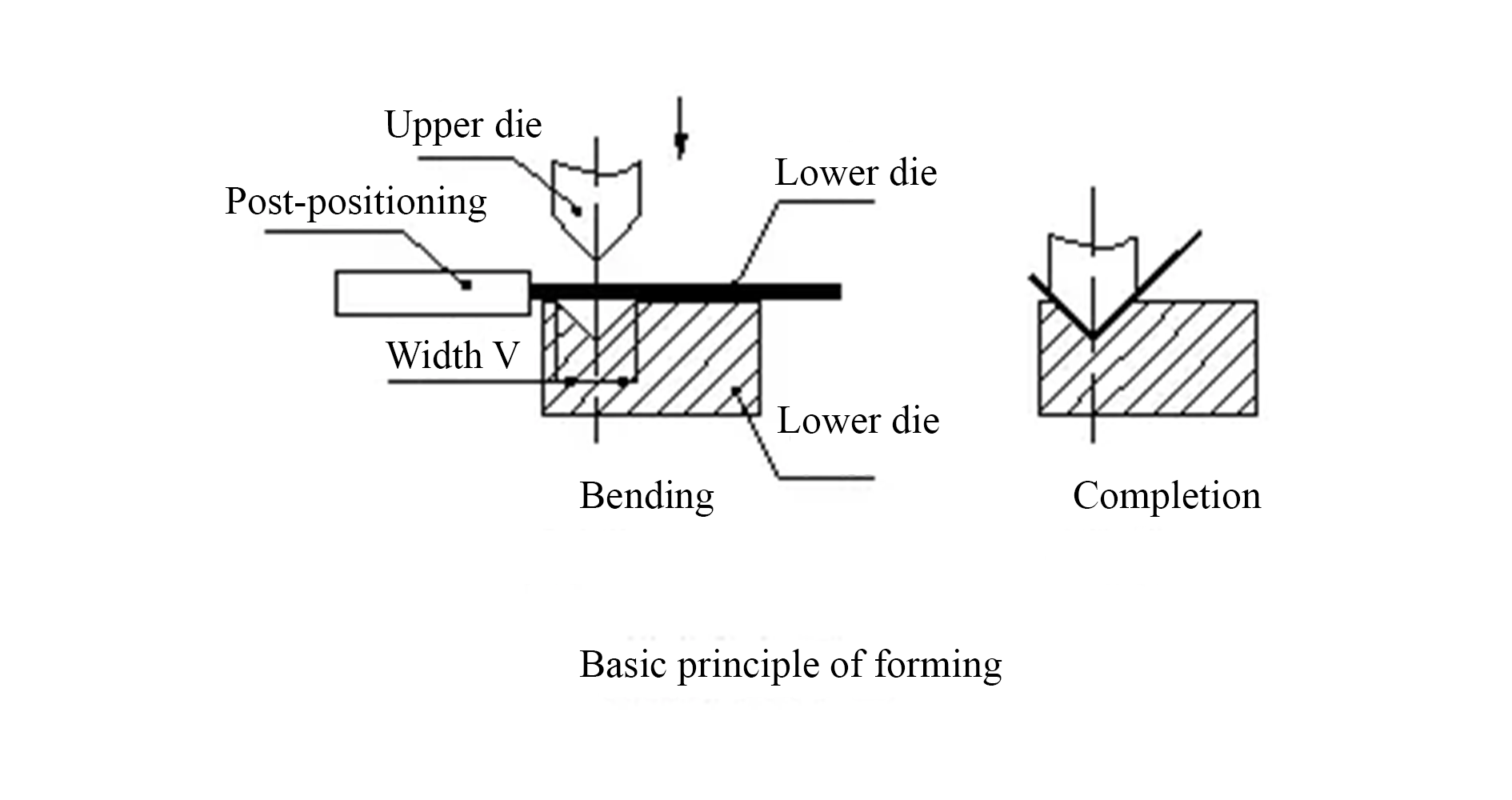
El principio básico de moldeo se muestra a continuación:
Cuchillo de flexión (molde superior)
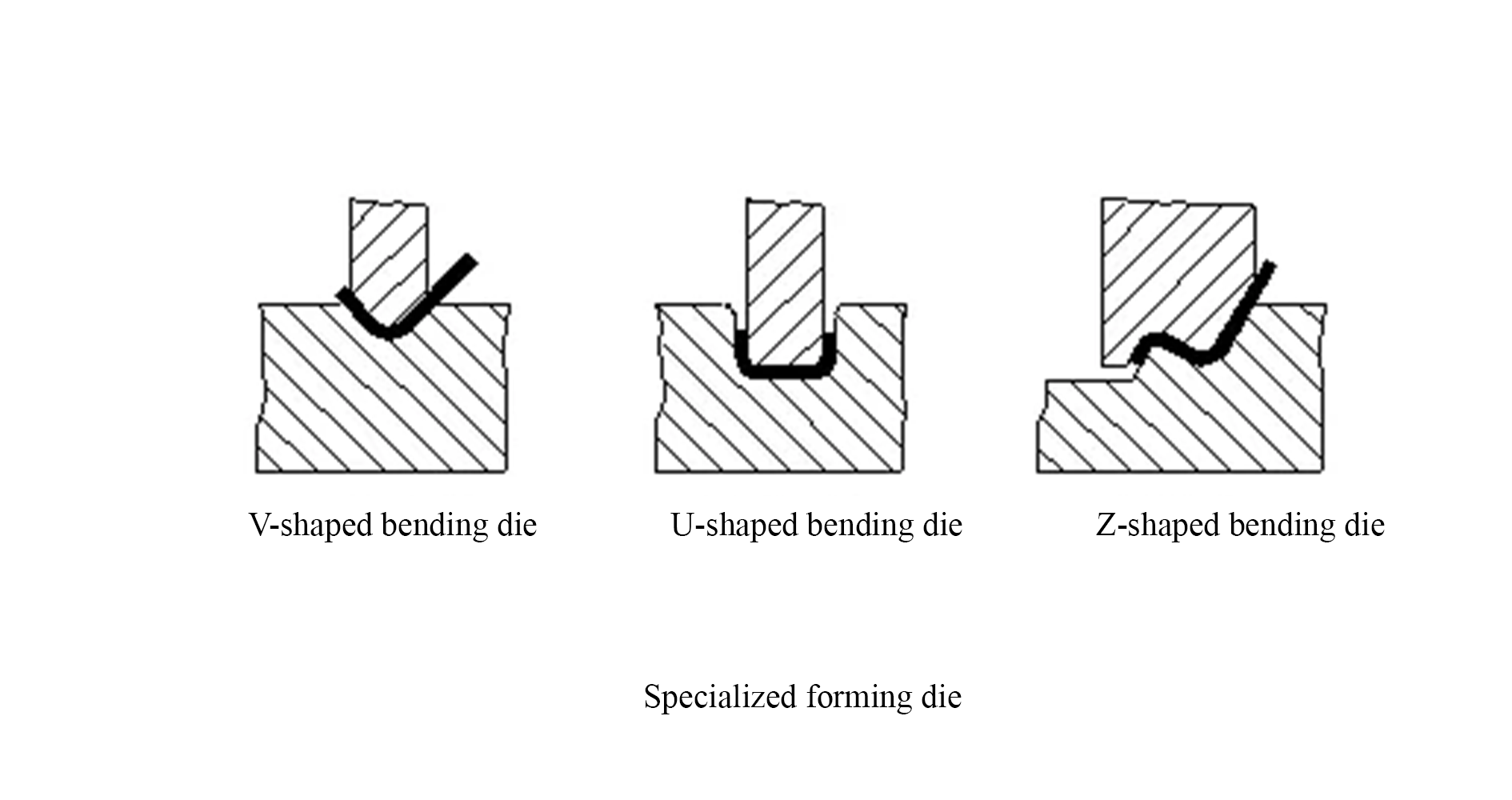
La forma de cuchillo de flexión como se muestra en la figura a continuación, el procesamiento se basa principalmente en la forma de la pieza de trabajo debe seleccionarse, el procesamiento general de los fabricantes de forma de cuchillo de flexión, especialmente el alto grado de especialización de los fabricantes, en orden Para procesar una variedad de flexiones complejas, personalizadas muchas formas, especificaciones del cuchillo de flexión.
Generalmente se usa el moho inferior v = 6t (t es el grosor del material) muere
Hay muchos factores que afectan el proceso de flexión, principalmente el radio del arco del moho superior, el material, el grosor del material, la resistencia a la diedra inferior, el tamaño de la boca inferior y otros factores. Para satisfacer la demanda del producto, para garantizar la seguridad del uso de máquinas de flexión, los fabricantes han estado doblando la serie Die, necesitamos tener una comprensión general del dado de flexión existente en el proceso de diseño estructural. Vea la figura debajo, el lado izquierdo del molde superior, el lado derecho del molde inferior.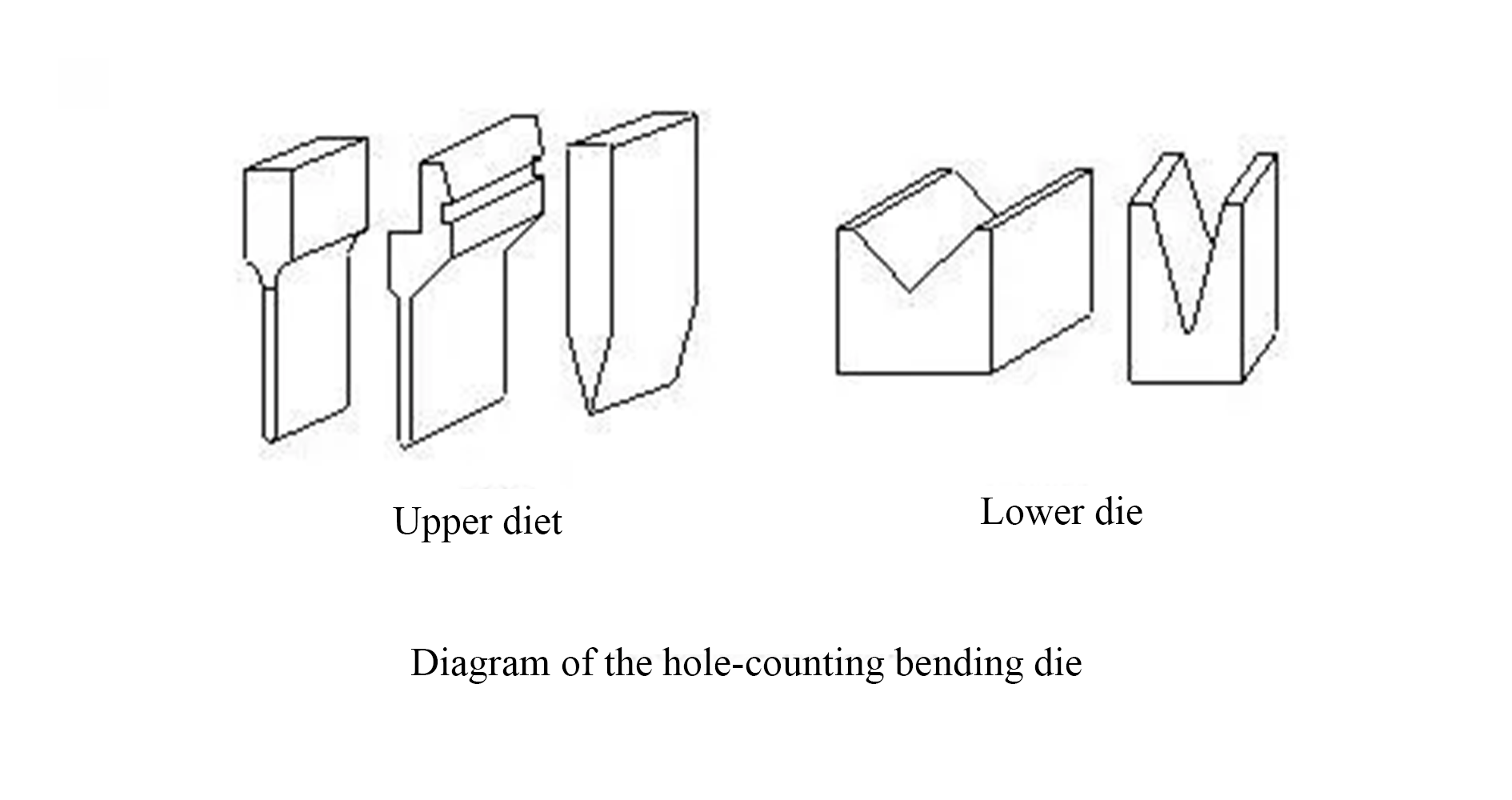
Los principios básicos de la secuencia de procesamiento de flexión:
(1) doblar desde el interior hacia el exterior;
(2) doblar de pequeño a grande;
(3) Primero doblar formas especiales y luego doblar la forma general;
(4) El primer proceso de moldeo no tiene un impacto en el proceso o interferencia posterior.
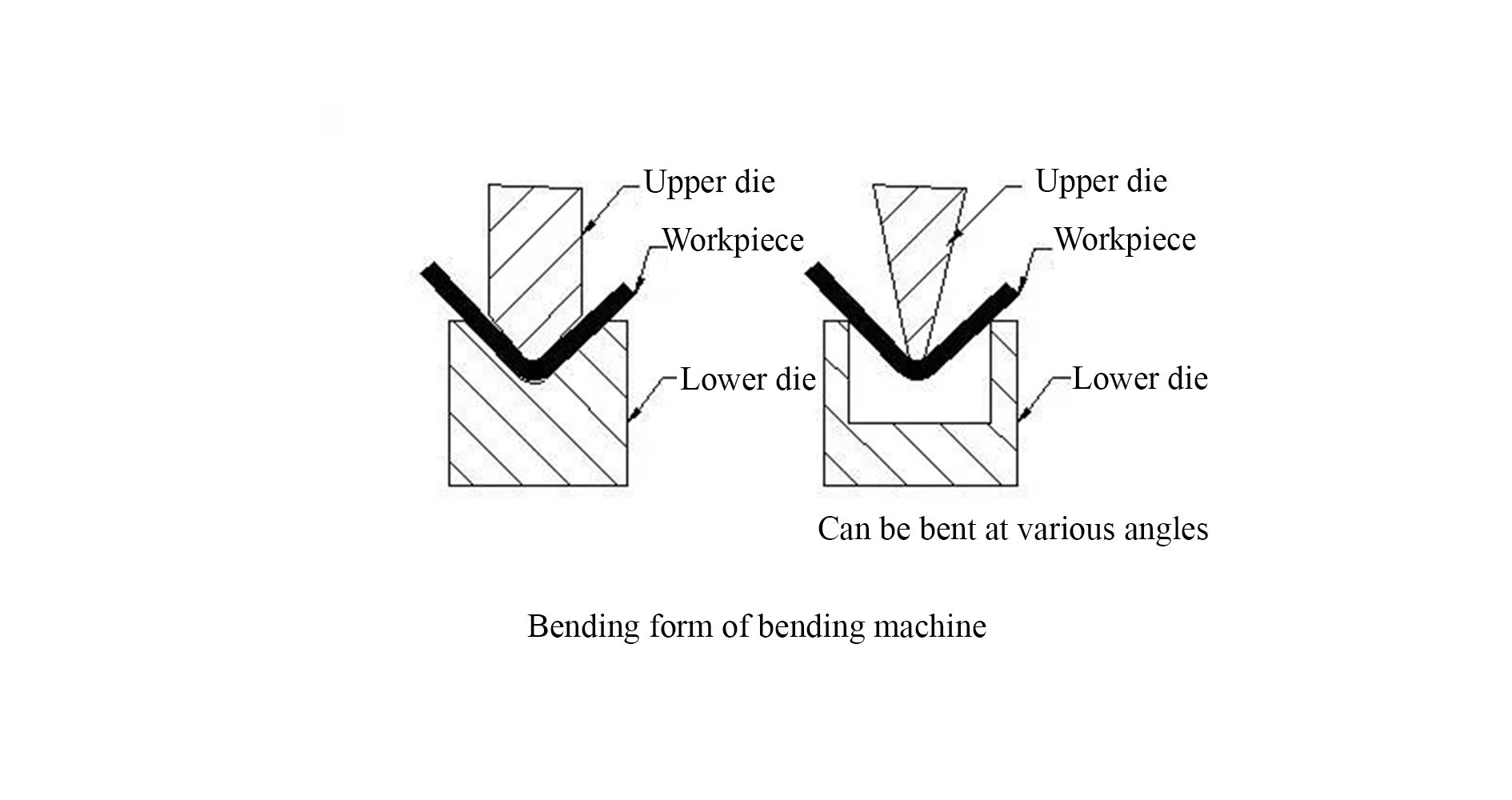
La forma de flexión actual generalmente se muestra en la figura a continuación:
Radio de flexión
La flexión de chapa, en la flexión de la necesidad de tener un radio de flexión, el radio de flexión no debe ser demasiado grande o demasiado pequeño, debe seleccionarse adecuadamente. El radio de flexión es demasiado pequeño para causar grietas en la curva, y el radio de flexión es demasiado grande para que la curva sea fácil de rebotar.
Varios materiales de diferentes espesores del radio de flexión preferido (radio de flexión) Vea la tabla a continuación.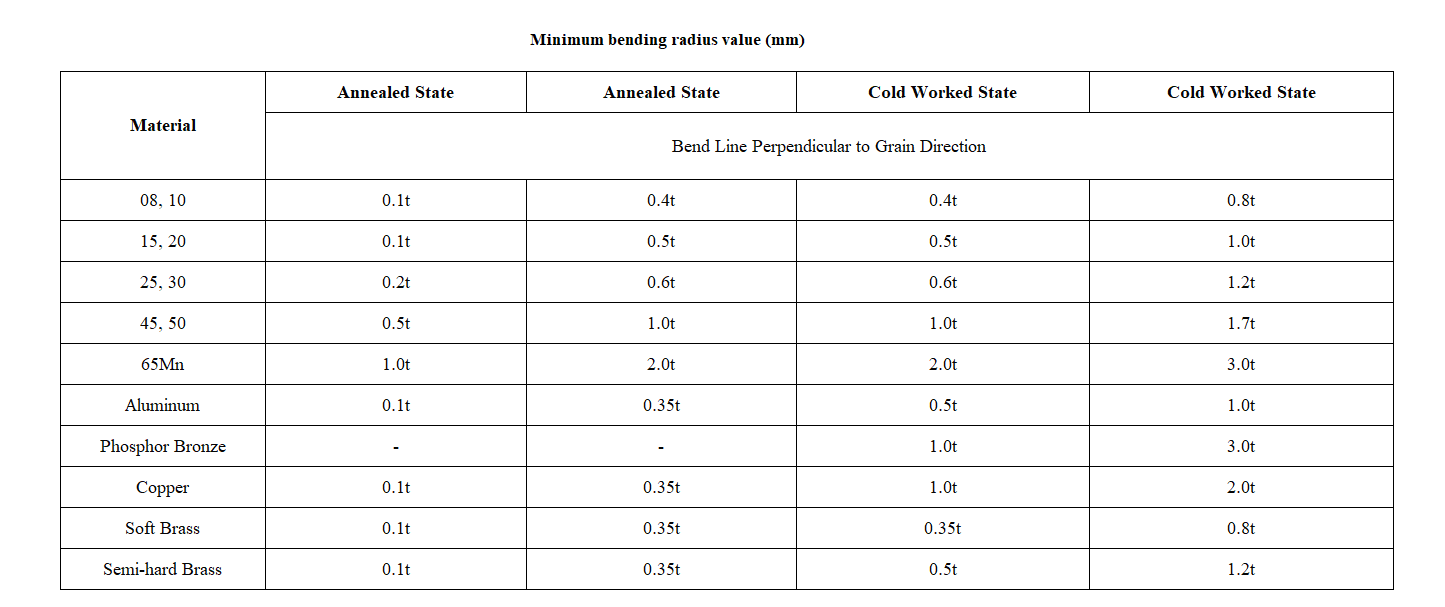
Los datos en la tabla anterior se prefieren y son solo para fines de referencia. De hecho, el ángulo de reducción de los cuchillos de flexión del fabricante suele ser 0.3, y un pequeño número de cuchillos de flexión tiene un ángulo de redondeo de 0.5.
Para una placa de acero suave ordinaria, placa de aluminio a prueba de óxido, placa de latón, placa de cobre púrpura, etc., el ángulo de redondeo interno de 0.2 no es un problema, sino para un acero alto en carbono, duralumina, aluminio súper duro, esta flexión El ángulo de redondeo conducirá a la rotura de flexión, o el agrietamiento del ángulo de redondeo exterior.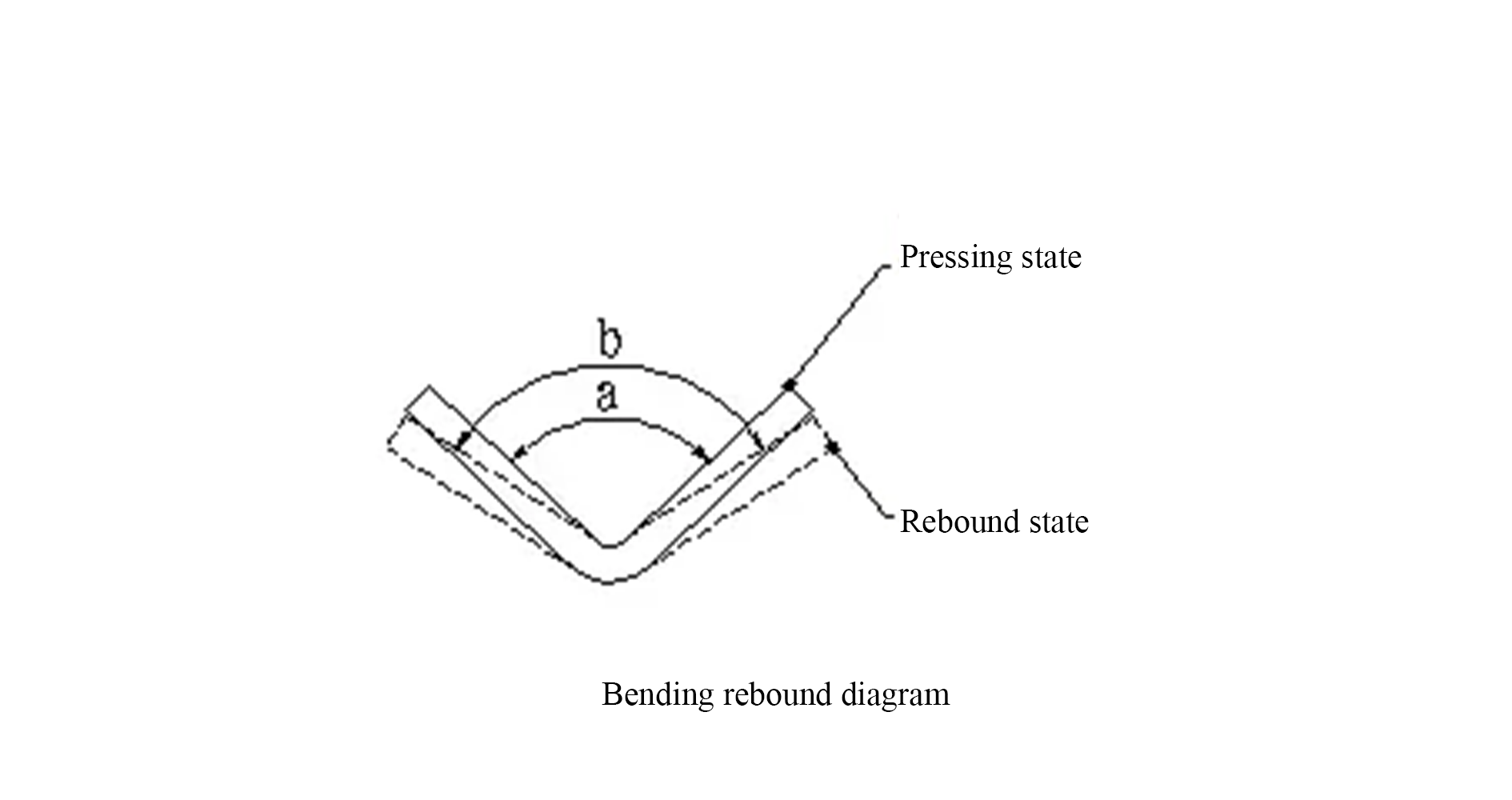
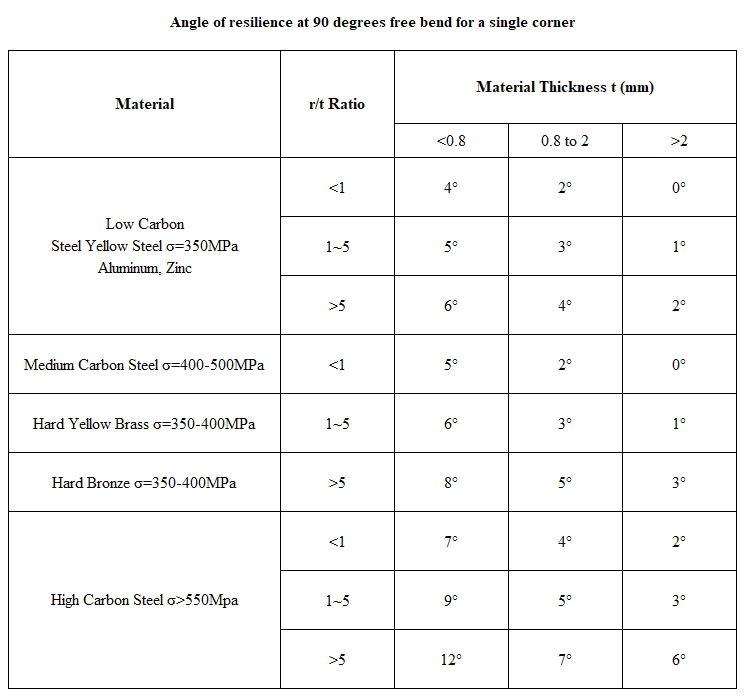
Ángulo de rebote Δα = B - A donde B - el ángulo real de la pieza después del rebote; A - El ángulo del molde.